




SV0401~0423
1SV0401:伺服準備就緒信號斷開
報警原因:伺服放大器伺服準備就緒信號(VRDY)尚未被置于 ON 時,或在運行過程中被置于 OFF 時發生此報警。
解決方案:
1)排查診斷號358;
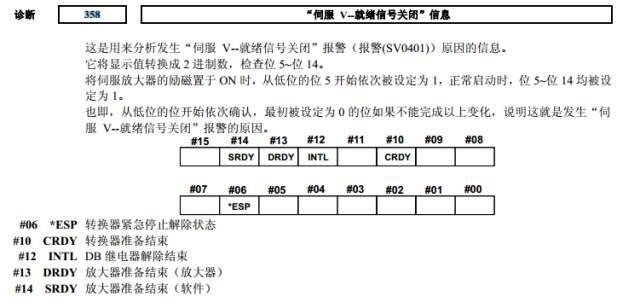
例如:診斷358=1441,轉換為二進制為10110100001,從第5位開始排查,第6位為0,確認首先應排查急停相關接線等。
2)伺服放大器或者軸卡硬件損壞,更換硬件。
FANUC | SV0401報警的原因分析及解決思路
FANUC SV0401報警的原因分析及解決思路
FANUC伺服報警SV0401~SV0411(一)
2SV0403 硬件/軟件 不匹配
報警原因:軸卡與伺服軟件組合不正確,可能的原因有:
1)沒有提供正確的軸卡;
2)閃存中沒有安裝正確的伺服軟件。
解決方法:軟件或硬件異常,請直接聯系北京發那科維修部門。
3SV404 伺服準備就緒信號接通
報警原因:伺服放大器的伺服準備就緒信號(VRDY)一直為 ON 時發生此報警。
解決方法:
1)某些特殊情況可以使用參數P1800#1=1進行屏蔽;
2)因放大器或者軸卡損壞引起,更換放大器與軸卡。
4SV0409 檢查的扭矩異常
報警原因:系統開啟異常扭矩負載功能之后,檢測到異常負載導致。
解決方法:
1)如果不適用異常負載檢測,請設定參數P2016#0=0;
2)如果使用異常負載檢測功能,請確認是否存在異常負載現象,例如機械異常卡住,或者異常加工狀態;
3)如果使用異常負載檢測功能,同時加工狀態正常,請重新調整該功能的相關參數。
5SV0410 停止時誤差過大
報警原因:伺服軸停止時誤差過大引起報警。
解決方法:
1)排查動力線、反饋線是否接錯;
2)排查伺服電機初始化參數是否有誤;
3)正確設定不同狀態下伺服軸停止時誤差報警水平參數P1829、P5312等;
4)如果伺服電機使用過程中出現抖動等現象,請先排查抖動問題,SV0410為附加報警;
5)Cs軸控制時出現此問題,請檢查主軸編碼器相關參數。
FANUC SV0430伺服電機過熱報警解決方法
6SV0411 運動時誤差過大
報警原因:伺服軸運動時誤差過大引起報警
解決方法:
1)排查動力線、反饋線是否接錯;
2)排查伺服電機初始化參數是否有誤;
3)正確設定不同狀態下伺服軸停止時誤差報警水平參數P1828、P5310等;
4)如果伺服電機使用過程中出現抖動等現象,請先排查抖動問題,SV0410為附加報警;
5)Cs軸控制時出現此問題,請檢查主軸編碼器相關參數。
7SV0413 軸LSI 溢出
報警原因:位置偏差量計數器溢出,超出寄存器范圍-231~231。在正常的情況下,指令值和反饋值基本相同,誤差寄存器中的數值由指令值和反饋值相減產生,接近于零。但是如果指令值和反饋值的方向相反或者只有指令/反饋一端不斷產生變化,就會造成誤差寄存器中的數值越來越大,直到超出范圍,發生報警。
解決方法:此問題常見于齒輪機和CF軸立車上。
1
如果機床正常運行,存在指令和反饋,反饋距離正常
確認為指令和反饋方向相反造成,此時請切換3706#6#7,切換M03、M04和G70.5、G70.4,或者嘗試改變編程方式
2
如果機床存在只有指令輸出,無實際反饋
請確認機床運行狀態、功能或者外圍硬件
3
如果機床存在反饋,無指令,例如立車CF軸控制方式
請使用控制軸拆除功能
8SV0415 移動量過大
報警原因:指定了超過移動速度限制的速度。
解決方法:
1
降低指令速度
2
FSC+PMC+CS控制方式下的的齒輪加工可以嘗試以下方案:
1)修改參數P2068=0
2)修改參數P8003#3=1
3)根據實際情況設定參數P8005#4、P8007#2
9SV0417 伺服非法DGTL 參數
報警原因:用于數字伺服的參數設定值異常。
解決方法:參看診斷N203#4。
1
診斷N203#4=0
通過 CNC 軟件檢測出了參數非法。可能是因為下列原因所致:
(見診斷信息 No.280)
1)參數(No.2020)的電機型號設定了指定范圍外的數值
2)參數(No.2022)的電機旋轉方向中尚未設定正確的數值(111 或-111)
3)參數(No.2023)的電機每轉的速度反饋脈沖數設定了 0 以下等錯誤數值
4)參數(No.2024)的電機每轉的位置反饋脈沖數設定了 0 以下等錯誤數值
2
診斷N203#4=1
參看診斷N352中具體數值,對照表格查找問題,具體表格請詳見FANUC各系統維修說明書。
10SV0420 同步轉矩差太大
報警原因:在進給軸同步控制的同步運行中,主軸和從軸的扭矩差超出設定值。
解決方法:
1
確認是否扭矩差太大,查找機械主從軸扭矩平衡位置等
2
確認兩軸參數設定是否正確,軸初始化參數等
3
修改報警閾值,參數P2031
11SV0421 超差 (半閉環)
報警原因:全閉環反饋數據和半閉環計算數據超過參數P2118設定值。
解決方法:
1
排查柔性齒輪比以及雙位置反饋變換系數設定是否正確
2
修改光柵尺檢測方向,參數P2018#0
3
檢查是否存在硬件安裝不良或硬件損壞情況
12SV0422 轉矩控制超速
報警原因:超出了扭矩控制中指定的允許速度。
解決方法:請排查扭矩控制指令中,扭矩設定值和速度極限值。
7SV0423轉矩控制誤差太大
報警原因:在扭矩控制中,超出了作為參數設定的允許移動積累值。
解決方法:
1
屏蔽此報警P1803#4=0,P1805#1=1
2
調整誤差閾值參數P1885
3
排查實際情況,減小誤差